مهندسی دقیق و مواد با کیفیت، برای دوام و پایداری در برابر شرایط سخت
ساخت و تولید
استفاده از تجهیزات و فناوریهای روز دنیا برای ساخت سازههایی با دقت و کارایی بالا
طراحی مهندسی
طراحی سفارشی سوله و سازههای فلزی با توجه به نیازهای خاص پروژه
تضمین و کنترل کیفیت
کنترل دقیق از تولید تا نصب، با تضمین بالاترین استانداردهای کیفی
گالوانیزاسیون
استفاده از تکنولوژی های دوستدار محیط زیست
سند بلاست
کاهش زمان ساخت با تکنیک های پیشرفته و برنامه ریزی دقیق
طراحی و مهندسی
گروه طراحی و مهندسی متالیست با بهره بردن از تخصص پرسنل مجرب و بنا به درخواست مشتری، محاسبات فنی و مدلسازی اولیه را انجام داده و پس از اخذ تاییدیه کارفرما ضمن تهیه نقشه های کارگاهی موضوع را به واحد ساخت و تولید ارجاع می دهد تا محصول تولید گردد.
نرم افزارهای مورد استفاده در این واحد عبارتند از:
CSI SAP 2000
CSI EABS Ultimate 21
Autodesk AutoCAD
Mechanical
Tekla Structure
اهم توانمندیهای این واحد
طراحی انواع سازه های فلزی پیچ و مهراه ای / جوشی
طراحی اتصالات سازه ای
تهیه نقشه های کارگاهی، مونتاژی و تولیدی و نصب
تهیه لیست مواد، پکینگ لیست
تصدیق کامپیوتری سازه به صورت سه بعدی قبل از تولید
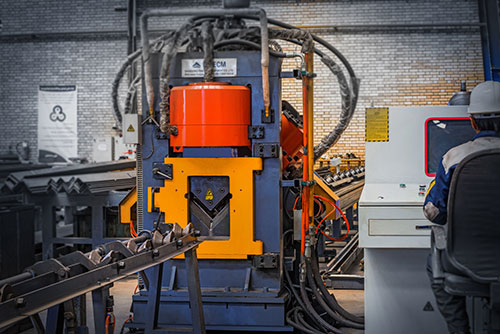
ساخت و تولید
پس از دریافت نقشه های کارگاهی از واحد طراحی و تامین مواد اولیه با تایید واحد کنترل کیفیت، تکنولوژی برش تهیه و عملیات ساخت در ایستگاههای مربوطه ) برش سرد و گرم ، پانچ ، خمکاری و …. ) آغاز می گردد.
پس از ساخت هر پارت و اطمینان از صحت آنها ، قطعات به منظور مونتاژ به واحد مربوطه تحویل میگردد .
عملیات مونتاژکاری با استفاده از نقشه های نصب انجام شده و پس از تایید واحد کنترل کیفیت به واحد جوشکاری CO2 تحویل داده میشود . از گاز co2 به عنوان لایه محافظ در جوشکاری فولادی استفاده می شود. استفاده از گاز co2 موجب می شود تا اتصال در فلزات دیگر نیز برقرار شود.
برخی از ماشین الات
پانچ و برش تمام اتوماتیک نبشی تا سایز 200
پانچ و برش تمام اتوماتیک نبشی تا سایز 100
پانچ و دریل ورق تمام اتوماتیک تا ضخامت 40 میل
تمام هیدرولیک 5 کاره
فرز تراش یال نبشی
برش پلاسما عرض 2 متر
جرثقیل دروازه ای
جرثقیل سقفی
مزایای استفاده از جوشکاری CO2
تغذیه مستمر سیم جوش
عدم نیاز به الکترود
مشاهده حوضچه مذاب و قوس الکتریکی
حذف سرباره یا کم شدن آن
اتصال فلزات مغناطیسی و غیر مغناطیسی
سرعت بالا در فرایند جوشکاری
سند بلاست و رنگ آمیزی
آخرین مرحله از ساخت یک سازه فلزی لابه برداری، تمیزکاری، صافکاری، آماده سازی برای پوششدهی، از بین بردن کپک و پاک کردن روغن از سطوح می باشد . بدین منظور و بنا به درخواست کارفرما ، متالیست سازه را سند بلاست کرده و و به منظور افزایش عمر سازه و محافظت در برابر عوامل محیطی و خوردگی ، به کارگاه رنگ آمیزی یا گالوانیزه ارسال می نماید.
آستری اول (لایه اول) رنگ پایه زینک ریچ (Zinc Rich) به ضخامت حداقل 30 میکرون
آستری دوم رنگ (لایه میانی) زینک فسفات (Zinc Phosphate) به ضخامت حداقل 50 تا 60 میکرون
رنگ رویه (لایه نهایی) پلی اورتان به ضخامت حداقل 70 تا 90 میکرون
استاندارد های آماده سازی محل کار، رنگ آمیزی و نوع رنگ
ASTM714 به منظور جلوگیری از ایجاد حباب و تاول در فصل مشترک سطح فلز و لایه رنگ
ASTM 772 به منظور رعایت قدرت چسبندگی رنگ با سطح فلز گالوانیزه
ASTM 610 جهت ایجاد لایه فیلم یکنواخت و جلوگیری از خشک شدن حلال رنگ قبل از نشستن بر سطح
ASTMD 660 جهت جلوگیری از ایجاد ترک های زیر سطحی در لایه رنگ
ASTMD 661 جهت جلوگیری از ایجاد ترک های عمیق در سطح رنگ و رعایت گرانروی رنگ به منظور جلوگیری از شره شدن رنگ
استفاده از رقیق کننده مناسب به مننظور جلوگیری از پودری شدن رنگ
استفاده از فرمولاسیون صحیح رنگ مقاوم در برابر اشعه خورشید، بخار آب و اکسیژن، مواد شیمیایی، باکتری و قارچ جهت جلوگیری از گچی شدن و ظهور میکرو ارگانیسم ها
رعایت کلیه استاندارد های مربوط به کیفیت و شفافیت رنگ و عملیات رنگ آمیزی و محیطی
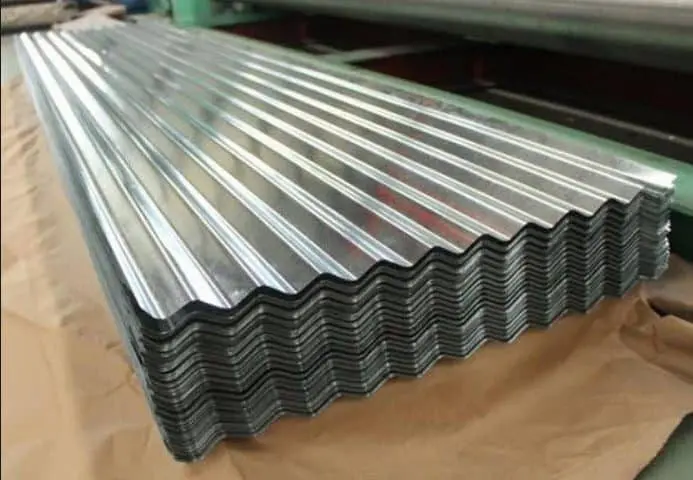
گالوانیزاسیون
قطعات در کارگاه گالوانیزه پس از آماده سازی و طبقه بندی به حوضهای چربی گیری و اسیدشویی روانه شده تا آلودگی های ناشی از حمل و نقل و ساخت و تولید از آنها زدوده شود. پس از آماده سازی سطحی، قطعه تمیز به وان گالوانیزه منتقل شده و در حمام روی مذاب در دمای حدود 450 درجه سانتیگراد غوطه ور می شود. در اثر این عمل روی مذاب چسبندگی بهتری با سطح فولاد برقرار می کند و با آهن واکنش داده و چندین لایه ترکیبات بین فلزی آهن، روی تشکیل می گردد. ترتیب این لایه ها از داخل به بیرون عبارتند از: گاما (75 درصد روی، 25 درصد آهن)، دلتا (90 درصد روی، 10 درصد آهن)، زتا (94 درصد روی، 6درصد آهن) و بیرونی ترین لایه اتا (100 درصد روی)
بسته بندی و حمل
این واحد مسئولیت شمارش و بسته بندی قطعات موجود در انبار محصول را مطابق با پکینگ لیست دریافتی از واحد طراحی و مهندسی داراست. رعایت اصول بسته بندی، ایمنی و نصب پلاکهای کنترل کیفیت و پکینگ لیست روی هر بندیل قبل از حمل انجام شده و محموله توسط جرثقیل یا لیفتراک بر روی وسیله حمل بارگیری و به محل مشتری ارسال می گردد.